一、片剂成型原理:
片剂的成型过程(几种结合力):
(1)在压力下颗粒shou先发生相对移动或滑动,从而排列的更加合理,然后颗粒被迫发生塑性或弹性变形,使体积进一步变形。
(2)部分颗粒破碎生成大量新的未被污染的颗粒,具有巨大的表面积与表面能,因此表现出较强的结合力以及静电作用力,促使颗粒结合成具有一定孔隙率的片剂。
(3)颗粒受压后发生熔融现象,压力解除后形成“固体桥”。
二、制片的两个重要前提条件:
即用于压片的物料(颗粒或粉末)应具有良好的可压性与流动性。
可压性是指物料在受压过程中可塑性的大小,可塑性大即可压性好,易成型。对于可压性不能满足生产需要的物料,选择可压性好的辅料来调节或改善原物料的可压性。良好的流动性,可保证片剂的分剂量准确。
三、影响片剂成型的主要因素:
1.药物可压性:(比较物料的塑性与弹性)塑性比较大时可压性好,弹性大时可压性差。弹性大小用弹性复原率来表示,即:
弹性复原率 = (Ht-H0)/H0×100%
H0为加压状态下的片剂的高度,Ht压力解除后片剂的高度。
2.药物的熔点及结晶形态:药物的熔点低有利于固体桥的形成,即有利于片剂成型。立方晶系对称性好,表面积大压缩易成型。
3.黏合剂与润滑剂:黏合剂用量大片剂容易成型,但用量过大造成片剂硬度大,使其崩解、溶出困难;疏水性润滑剂用量过多,使粒子间的结合力减弱,造成片剂的硬度降低。
4.水分:颗粒中含有适量的水分或结晶水有利于片剂的成型,但含水量过多会造成黏冲现象。
5.压力:一般情况下,压力增加片剂的硬度会随之增大,但当压力超出一定范围后,压力对片剂硬度的影响减小。另外加压时间延长有利于片剂的成型。
四、片剂的质量问题:
(一)裂片:片剂发生裂开的现象叫做裂片(常发生顶裂或腰裂)
产生原因:
片剂的弹性复原率(与物料性质有关)及压力分布不均匀是主要原因。
另外,粘合剂不当或用量不足、细粉过多、颗粒过干、加压过快均会造成裂片。
解决方法:
换用塑性大的辅料,适度干燥,选择合适粘合剂与用量,减少细粉等。
(二)松片:指片剂的硬度不够,稍加触动即散碎的现象称为松片。
产生原因:
与压力及粘合剂的用量等诸多因素有关。
解决方法:
调整压力和适当增加粘合剂。
(三)粘冲:指片剂表面被冲头粘去一薄层或一小部分,造成片面粗糙不平或有凹痕的现象。
产生原因:
颗粒不够干燥或物料易于吸潮、润滑剂选择不当或用量不足,
以及冲头表面锈蚀或刻字粗糙不光等。
解决方法:
应根据实际情况而定。
(四)片重差异超限:片剂的重量超出药典规定的重量差异允许的范围。
产生原因:
粒的流动性不好;
细粉过多或颗粒不均匀;
加料斗内物料时多时少;
冲头与模孔吻合不好。
解决方法:
改善物料流动性等。
(五)崩解迟缓:指片剂不能在药典规定的时限内完全崩解或溶解
1.崩解机理
(1)片剂中可溶性成分多,因溶蚀而崩解;
(2)“固体桥”溶解,结合力消失;
(3)泡腾剂产气作用;
(4)吸水膨胀(多数片剂)。
(5)润湿热
2.影响崩解的因素
毛细管理论公式:L2 = Rγcosθ/2η.t
式中L:液体渗入毛细管的距离;R:毛细管半径;γ:液体的表面张力;θ:液体与毛细管的接触角;η:液体的黏度,t:时间。由公式可知,影响介质渗入的主要参数有:毛细管数量(孔隙率)、毛细管半径、液体表面张力与接触角。
产生影响的主要因素是以下几方面:
(1)原辅料的可压性:原辅料的可压性好,片剂的崩解性能差,适量加入淀粉可增大片剂的空隙率,增加吸水性,有利于片剂的崩解;
(2)颗粒的硬度:颗粒的硬度小影响片剂的孔隙率,近而影响片剂的崩解;
(3)压片力:压力大,片剂的孔隙率及孔隙径小,片剂崩解速度慢;
(4)表面活性剂:加入表面活性剂,改变物料的疏水性,增加润湿性,有利于片剂的崩解;
(5)润滑剂:使用疏水性强的润滑剂,水分不易进入片剂,不利于片剂的崩解,硬脂酸镁;
(6)粘合剂与崩解剂:粘合力越大,崩解时间越长,黏合剂粘合力大小顺序:明胶>阿拉伯胶>糖浆>淀粉浆。
(7)崩解剂:见崩解剂部分。
(8)贮存条件:贮存环境的温度与湿度影响片剂的崩解。
(六)溶出超限:片剂在规定的时间内未能溶出规定量的药物,即为溶出超限或称为溶出度不合格。
溶出理论:溶出服从Noyes-Whitney方程:dc/dt=kSCs
dc/dt为溶出速度;k为溶出速度常数;s为溶出质点暴露于介质的表面积;cs为药物的溶解度。
由公式说明,产生溶出超限的原因是:崩解迟缓;药物难溶。
解决方法:
(1)物微粉化:s值增大;
(2)制备研磨混合物:疏水性药物与水溶性或亲水性材料研磨混合,改变药物的润湿性;
(3)制成固体分散体:改变药物的粉散状态,s值增大,有利于药物的溶出;
(4)吸附于载体后压片:药物以分子态形式被吸附在载体表面,有利于溶出。
(七)片剂含量不均匀
所有造成片重差异过大的因素,均可造成片剂中药物含量不均匀,此外小剂量片药物含量不均匀的主要原因是:#p#分页标题#e#
1.混合不均匀
(1)主药与辅料量的配比悬殊:
(2)主药与辅料粒子大小相差悬殊:
(3)粒子的表面粗糙不易混匀:
(4)由于颗粒大小不等而对药液的吸收量不同。
2.可溶性成分在干燥过程中的迁移
五、片剂的质量检查: (一)外观
(二)片重差异
重量差异限度与评价标准:
标准:超过限度的片不得多于2片,且1片不得超出限度1倍。糖衣片、薄膜衣片应在包衣前检查片心重量差异。
(三)脆碎度
用Roche
脆碎度测定仪,通常脆碎度<1%为合格。
(四)崩解度
1.咀嚼片、缓、控释片,不需要作崩解时限检查。
2.标准:
普通压制片:应在15min内全部崩解
薄膜衣片:应在30min内全部崩解
糖衣片:应在60min内全部崩解
肠衣片:先在盐酸溶液(9→100)中检查2h,每片不得有裂缝崩解或软化现象,于pH为6.8的磷酸盐缓冲液中1h内应全部崩解。
含片:应在30min内全部崩解或溶化。
舌下片:应在5min内全部崩解或溶化。
可溶片:水温15℃~25℃,应在3min内全部崩解或溶化。
结肠定位肠溶片:pH为7.8~8.0的磷酸盐缓冲液中60min内全部释放或崩解。
(五)溶出度或释放度检查
1.溶出度:是指药物从片剂或胶囊等固体制剂在规定的介质中溶出的速度和程度。凡检查溶出度或释放度的制剂,不在进行崩解时限的检查。
2.要求作溶出度检查的片剂:
(1)含有在消化液中难溶的药物片剂;
(2)与其他成分容易发生相互作用的药物片剂;
(3)久贮后溶解度降低的药物片剂;
(4)剂量小,药效强,副作用大的药物片剂。
3.药物的溶出度可以反应药物在体内吸收的情况,药物体外溶出与体内吸收具有相关性。
(六)含量均匀度检查
含量均匀度:是指小剂量或单剂量固体制剂、半固体制剂和液体制剂的每片(个)含量符合标示量的程度。
需进行含量均匀度检查的制剂:
1.片剂、胶囊剂或注射用无菌粉末,每片(个)标示量小于10mg或主药含量小于每片重量的5%者。
2.其他制剂,每个标示量小于2mg或主药含量小于每个重量的2%者,以及透皮贴剂均应检查均匀度。
3.药物的有效浓度与毒副反应浓度比较接近的品种或混匀工艺困难的品种,每片(个)标示量不大于25mg,也应检查均匀度。
4.复方制剂仅检查符合上述条件的组分。
凡进行含量均匀度检查的制剂,不再进行重(装)量差异的检查。
六、常用粘合剂:
某些药物粉末本身具有黏性,加入适当的液体(多为乙醇水溶液)能诱发待制粒物料的粘性以利于制粒的液体,被称为润湿剂;某些药物粉末本身无粘性或粘性较小,需加入淀粉浆等黏性物质,才能使其黏合起来,加入的黏性物质称为黏合剂。它们的作用都是使粉末黏合起来,故总称为黏合剂。
常用粘合剂
种类 主要性能特点
是一种润湿剂,干燥温度高,且
蒸馏水 易被物料吸收,发生润湿不均匀
现象,不适宜单独使用
是一种润湿剂,乙醇浓度增大,
乙醇 润湿后产生的粘性降低,中药浸
膏片常用乙醇作润湿剂 应用 同淀粉(淀粉浆)及乙醇合用,不适于对水敏感的药物。 适用于遇水易分解或遇水粘性太大的药物。常用30~70%浓度乙醇
淀粉在水中受热糊化而得,玉米
淀粉浆
淀粉的完全糊化温度为77℃。
**常用的粘合剂和润湿剂,常用浓度8%~15%,
可用冲浆法(多)和煮浆法制得,**常用浓度为10%,浓度不宜直火加热。
纤维素的羧甲基醚化物的钠盐,
视物料性质而定。
羧甲基纤维素钠(CMC-Na)
溶于水,不溶于乙醇。**好在初步膨化与溶胀时加热60~70℃。黏性较强,注意制得片剂硬度过大或崩解超时限。
常用于可压性较差的药物
羟丙纤维素HPC
纤维素的羟丙基醚化物,易溶于冷水,加热**50℃发生胶化或溶胀现象
既可作湿法制粒的粘合剂,也可作粉末直接压片的干粘合剂
应用于水溶性及水不溶
甲基纤维素 MC
纤维素的甲基醚化物,水溶性好,形成粘性胶体溶液
性物料的制粒中,形成的颗粒压缩成型性好,不随时间变硬
纤维素的甲基醚化物,不溶于水,在乙醇等有机溶媒中溶解度
乙基纤维素EC
较大,用作对水敏感的药物的黏合剂,对片剂的崩解及药物释放起阻滞作用。
羟丙甲纤维素HPMC
纤维素的羟丙甲基醚化物,易溶于冷水,不溶于热水,崩解速度快,溶出快。
常用浓度2~5%,比较新型的粘合剂,作干粘合剂(直接压片)
用于缓、控释制剂的制备
其他黏合剂:5%~20%的明胶溶液;50%~70%的蔗糖溶液;3%~5%的PVP溶液。 冲浆法:淀粉+1-1.5倍冷水→搅匀→冲入全量沸水**半透明糊状(常用于大生产、方便)
煮浆法:淀粉+全量冷水→蒸汽加热→糊化(少用) 七、常用崩解剂:
崩解剂:是使片剂在胃液中迅速裂碎成细小颗粒的物质。
常用崩解剂 种类
主要性能特点
应用
应用**广泛、**
干淀粉
吸水性较强且有一定的膨胀性,较适用于水不溶性或微溶性药物的片剂。在生产中一般采用外加法、内加法或内外加法作崩解剂。
经典的崩解剂,一般用量为干颗粒的5~20%
羧甲基 淀粉钠CMS-Na 低取代羟丙基纤维素L-HPC 交联聚维酮PVPP 交联羧甲基纤 维素钠CCNa 泡腾 崩解剂#p#分页标题#e#
是一种特殊的崩解剂**常用的是碳酸氢钠与枸橼酸组成的混合物。生产与贮存过程中妥善包装,严格防水
用于泡腾片剂
于水中不溶解,能吸收数倍自身重量的水,而膨胀,具有较好的崩解作用。 与干淀粉合用崩解作用降低。
与羧甲基淀粉纳合用崩解效果更好。
在水、有机溶剂及强酸强碱中均不溶,于水中迅速溶胀,并且不会出现高黏度凝胶层,崩解性能十分优越。而不溶解崩解效果好,但引湿性很强
优良崩解剂
具有很大的表面积和空隙度,所以具有很好的吸水速度与吸水量,吸水膨胀率为500%~700%
本品作崩解剂用量为2~5% 是一个性能优
于水中吸水膨胀性非常显著,为原体积的300倍。 良的崩解剂。用
量为片重的1~6%
八、常用润滑剂:常用润滑剂 种类
主要性能特点
疏水性润滑剂,附着性好,润滑
硬脂酸镁
作用好,用量大时片剂不易崩解或裂片。与乙酰水杨酸、某些抗生素及多数有机碱不能配伍。 可减低颗粒表面的粗糙性物料对
滑石粉
冲头的粘附性,以达到降低颗粒间的摩擦力,改善颗粒的流动性。
微粉硅胶 氢化植物油 聚乙二醇4000和6000 月桂醇硫酸镁
水溶性润滑剂
作助流剂使用常用量0.1~3%
应用**广泛。一般用量0.1~1% 应用
为白色轻质无水粉末,
无臭无味,粉末直接压片的助流比表面积大。
是一种润滑性能良好的润滑剂
剂,常用量0.1~0.3% 溶于轻质液体石蜡中喷到颗粒上 用于可溶性片剂的制备
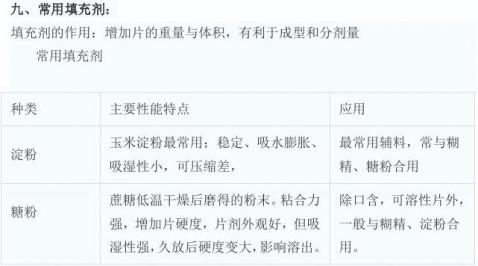
淀粉水解的中间产物,沸水中溶成胶
糊精
状,不溶于乙醇。有较强粘结性。使用不当易出现水印和麻点,影响崩解、溶出和主药的含测。
由等分子葡萄糖及半乳糖组成,常用
乳糖
含1个结晶水的α型,甜味,易溶于水,无吸湿性,可压性、流动性好,性质稳定,制得片剂外观好。
可压性淀粉(预胶化淀粉)
本品是多功能辅料,具有良好的流动性、可压性、自身润滑性和干粘合性并有较好的崩解作用。
由纤维素部分水解得到的聚合度较小的结晶性纤维素,具有较强的结合力和良好的可压性,片剂中含20%以上的含量具有较好的崩解作用。 稳定,可与多种药物配伍,所制片外观光洁,硬度、崩解均好,常使用二水硫酸钙,与Ca2+反应的药物不能用 口中溶解时吸热,有清凉感,兼有一定甜味,咀嚼物无砂砾感。
多用作咀嚼片、口含片填充剂,常与蔗糖配合使用
常使用二水硫酸钙, 可作粉末直接压片的干黏合剂使用。 除作填充剂外,常用于直接压片
除作填充剂外,常用于直接压片(需加入不超过0.5%硬脂酸镁)
常与淀粉、糖粉合用
微晶纤维素MCC
无机盐类(钙盐)
甘露醇
十、片剂常见问题分析: 松片
一、设备原因 1.一般情况:
1.1下冲打断,颗粒装量减少
1.2下冲下得不好:如细粉太多,或天气潮湿。细粉受潮垢住下冲,或油垢等原因造成。
1.3冲模模孔太大,大量细粉漏下,造成垢冲。
1.4压了重片,特别是上冲变短。
1.5上、下冲未测量,长短不一。
2.属于压力不足造成的:
2.1压力较小,未压结实。
2.2调压器未锁紧造成松动,下压轮下移。
2.3换批后未调整压力。
2.4长期未加颗粒,漏斗中颗粒太少。
3.属于漏斗方面的原因:
3.1漏斗堵塞,颗粒不下,堵塞原因;
3.2有异物:如布片,木片、片子、大块颗粒等。
3.3颗粒架桥:如颗粒太湿,滑料太少,细粉太多,粉末压片等。
3.4漏斗口子太小,不是形成堵塞,就是颗粒下得不好。
3.5漏斗安装位置不当,过低或过前等。
4.其它
4.1花盘堵塞,存在异物:如木片、尼龙丝、布丝、片子、油粉团、大块物料等,影响装量减少造成松片。
4.2开快车压片,速度过快,颗粒未装够。
5.特殊情况
5.1混料
5.2压轮磨损:上下压轮由于淬火不良,或未加油,或上冲、下冲个别损坏,将压轮磨损一部分: 或断续磨损,则压片部分冲模压力减小,而造成松片。
二、颗粒
1.制粒
1.1搅拌时间不足,颗粒不够结实。
1.2颗粒粘合剂不足,粘力太弱
1.3颗粒粘合剂选择不当造成粘力不够
1.4粘合剂太多,造成搅拌时间不够或太短 1.5
1.6筛网过稀或过紧
2.干燥
2.1颗粒太干,弹性较大,一般应保持适当水分(1-3%)
2.2颗粒中原料的结晶水失去过多,造成粘力不足。
3.干燥
3.1润滑剂用量不足,影响颗粒流动不好。
3.2润滑剂未混合均匀
3.3润滑剂质量不高,体重或不够细。
4.原料
4.1植物纤维性颗粒,存在弹性,解压后片子膨胀。
4.2颗粒细粉太多,如粉末直压颗粒。
裂片
一、设备原因
1.冲模
1.1中模长期使用受压处凹进一圈
1.2上冲或下冲卷边。造成拉脱一边而裂片。
1.3上下冲长短不一,太长的造成压力过大而裂片
1.4冲头位置不直,或模圈略偏,使压力一边大,一边小,特别是活络冲头。#p#分页标题#e#
2.压力
2.1压力过大,片子过于结实。
2.2片重超过应压片重太多,而压力未变,造成压力过大而裂片。
2.3调压器未锁紧,造成压力变大。
2.4换批后未调整压力。
3.其它
3.1转速过快,片剂受压时间太短,解压太快。
3.2特殊情况:转子盘冲模孔因长期使用或公差较大,造成中模在抵紧螺丝时偏向一边。使压力一边大,一边小。
二、颗粒
1.制粒
1.1颗粒太结实,太坚硬(必须增加压力以致裂片)
1.2颗粒细粉过多,未制结实
1.3粘合剂不足,搅拌时间不够,筛网松紧不合适造成颗粒细粉太多。
1.4颗粒率过高,没有或细粉太少。
2.干燥
2.1颗粒烘的太干,水分不足造成裂片。
2.2颗粒水分过高,因而粘冲引起裂片或造成腰裂。
3.配料
3.1颗粒过粗过细等原因,造成填充在模孔内的容量过分不均匀。
3.2颗粒中油类物料太多,或混合不均匀,减少了颗粒间的粘合力。粘力小,就加大压力造成裂片。
4.原料
4.1富于弹性的物料与纤维性药物例如酵母或植物性药物,本身弹性较强,解压后体积膨胀而裂片。
4.2药物本身的原因,如非那西汀、谷氨酸等药物晶体,粘性极弱,必须破碎晶体,才可能避免裂片。
4.3润滑剂过多,反而会影响裂片,如硬脂酸镁不可超过1%以上。
4.4个别药品如钙克斯片,硬脂酸镁超过0。5%以上反而裂隙片。 粘冲
一、设备原因
1.一般
1.1冲头使用已久,或保管不善,或冲头生锈。
1.2冲头揩拭不彻底,不完全干净,清洁。
1.3冲头有卷边,或破裂。
1.4冲头刻字太深,笔划未成圆钝形具有棱角。
1.5冲头凹度太深了,在顶部容易粘冲。
2.压力
2.1压力不足,造成粘冲。
2.2调压器未锁紧。
2.3换批后未调整压力。
3.其它:
3.1天气潮湿。表面有少量水分附着。
3.2冷设备刚开车时容易粘冲,时间打久了,设备热了,粘冲消失。
3.3室内相对湿度太高,应降低在60%以下。
二、颗粒
1.制粒
1.1颗粒水分未烘干,或部分干,部分湿,特别是沸腾连续干燥,容易造成干湿不均。
1.2沸腾床抽力较大,旋风分离器与布袋除尘器中回收细粉没有烘干。
2.干燥
2.1颗粒太湿,没有烘干,水分超过规定。
2.2干燥温度骤然升高,使颗粒内湿外干。
2.3干燥温度过高药品分解或溶化因而造成粘冲,如阿司匹林、APC。混合制粒时AP共熔。
3.配料
3.1颗粒混合不均匀,干湿不均。
3.2颗粒润滑剂量不足,或选择不适当。
3.3颗粒吸潮,如没有装胶口袋(特别是雨天)。
3.4颗粒放置太久,吸了潮,水分超标。
4.原料
4.1药物本身性质:如柳酸钠片只能用糊精,不能用淀粉,否则粘冲。
4.2个别片剂,如含盐清凉片加入酒石酸在相对湿度75%时压片无问题,若改为枸橼酸则粘冲严重。
4.3个别片剂如敌百虫,受压时即溶化而粘冲,又如红古豆醇酯片也有如此情况。
缺角
一、设备原因
1.一般
1.1中模有部分损坏
1.2上下冲与中模不配合,打出飞边。经振摇后产生缺角。
1.3上或下冲因故损坏,压出片子突出一块。虽不缺角,但也属完整度不好类型。
1.4花盘挡片板安装不当,偏高了,将片子咬缺;
1.5花盘安装不当,移前了,片子还没有完全推出来而撞缺。
1.6下冲升降调整未调整好,下冲过低,出片时撞缺了。
2.其他
2.1用大桶直接接片,片子下落距离过高。
2.2如片子下冲粘冲严重,也易缺角。
二、颗粒
1.一般
1.1颗粒制得不好,如粘合剂不足,淀粉糊不熟,以及搅拌时间不够。
1.2颗粒过于坚硬,压出的片子易碎而缺角。
2.原料
2.1生药纤维弹性较大,如处理不当,则压制片后往往经不起振摇而缺角。
2.2药物本身系晶体,特别是鳞片状晶体,由于晶体表面光滑,降低其粘合能力,即可压性较差,例如非那西汀如不破坏,极易缺角。
毛边
一、设备原因
1.一般
二、颗粒
1.一般情况
1.1颗粒在烘干过程中未烘干,水分较多。
1.2颗粒在存放过程中受潮。
1.3颗粒润滑剂用量太少。
1.4润滑剂选择不当如采用硬脂酸镁的效果就比滑石粉好。
1.5植物纤维性药材,如中草药药片富有弹性,压出片子易产生毛边现象。 1.648%以上就产生毛边。
2.特殊情况
2.1润滑剂本身质量不合格,硬脂酸镁未打粉过筛,造成润滑不良而成毛边。 2.2个别产品如杜米芬喉片不能采用硬脂酸镁作润滑剂,否则失效。采用其他润滑剂如不胺当易易造成毛边。
飞边
一、设备原因
二、颗粒
1.颗粒过湿未烘干,水分超过规定。
2.颗粒吸潮,被挤压,而成飞边。
3.空气湿度太大,使颗粒细粉迅速吸湿而被挤压,形成飞边。
4.整粒时加入挥发油较多,或采用吸油剂不当,或混合不够均匀,使颗粒受压时,易被挤压而成飞边。
不崩解
一、设备原因
二、颗粒
1.制粒
1.1粘合剂粘性太强,或选择不当。
1.2粘合剂用量过多#p#分页标题#e#
1.3搅拌时间太长,颗粒硬度过大
1.4内崩解剂用量太少或不足。
2.干燥
2.1干燥温度过高干燥时间过长影响颗粒过干,过硬,造成加大压力,从而影响崩解
2.2颗粒干燥不充分或不够时间,造成粘性太强。
3.配料
3.1外崩解剂用量不足或不用造成崩解不良。
3.2崩解剂未混合均匀,造成部分片子不崩解。
3.3崩解剂不完全干燥,吸水力不强。如淀粉不干。
4.原料
4.1主料本身粘性太强,崩解选择不当,如四环素。
4.2部分颗粒干燥温度过高面熔融,造成崩解不好,如阿司匹林
4.3部分原料含有结晶水,如温度过高,烤掉结晶水就影响崩解。如SG片。
4.4疏水性润滑剂用量过多,过大就会影响崩解,如硬脂酸镁用量不能过多。
5.特殊情况
5.1粘合剂糊精质量因故变化,如转化率升高合粘性增强,造成大批颗粒崩解不合格,如转化率不够粘性减弱,则造成大批颗粒松片。
5.2个别产品在沸腾床制粒干燥,由于颗粒比烘箱结实,压片时不注意即崩解不合格,如SM2、SMP片,曾出现如此情况。
重申差异不合格
一、设备原因
1.冲头
1.1下冲长短不一,打出片子有轻有重
1.2下训因故下得不好,装量减少
1.3重量调节器设计不善
2.压力
2.1加颗粒时未经常保持漏斗装满,未保持一定压力,造成填充有紧有松。
2.2长期不加颗粒,加粒时又加太满。
3.漏斗,花盘
3.1漏斗打空,压力减少,填充度减少,**后颗粒越来越少。
3.2花盘堵塞,或漏斗颗粒架桥。
3.3双轨道片机,这边堵了,那边没有堵。
3.4打0。5G左右大片时,车速过快,中模未装满。
3.5设备本身问题,如老式33型压片机片子极易跳入花盘。
4.其他
4.1换批后未调整压力,且分批不清。
4.2三班片重掌握不一致。
二、颗粒
1.一般
1.1同批颗粒粗、细相差大,细粉多片重,细粉少片轻。
1.2润滑剂用量不足或混合不均,造成颗粒流动性差,时而流量大,时而流量小/
1.3颗粒干湿掌握不好,混合不匀。
1.4颗粒细粉太多,受振动分层。
2.特殊
2.1采用粉末直接压片的颗粒,比重较轻,流量不好。
2.2整粒时掺入颗粒或残粉过多。掺入吸尘器细粉过多,或集中于小部分颗粒。
2.3某些片剂系分别制粒,临压前混合,由于两种颗粒比重不同,极易分离造成重差,如SD、苏打片、ST苏打片、山道年甘汞片。
花斑
一、设备原因
1. 一般情况
1.1漏斗与转子盘接触处,因油与粉末积存,变成油粉团,掉入花盘中造成花斑。
1.2连续调速的皮带轮将三角皮带夹坏或
二、颗粒
1.制粒
1.1制有色颗粒时,未混合均匀,特别是染色颗粒,如乙胺嘧啶稍不小心,就产生色斑。
1. 2烘布太脏,未洗干净,或误用其他产品烘布或烘纸
2.干燥
2.1干燥温度太高,将产品 烘黄,如VB1粒,氨苯粒等。
2. 2盛粒桶装过有色颗粒
2.3烘布印有红色油漆字样。
3. 整粒
3.1颗粒内有异物,如木屑等未挑出
3.2用装过有色颗粒的桶来装白色颗粒
3.3加芳香油不遵守规程,直接倒入,或未加均匀,造成油浸暗斑。
3.4个别产品如钙素母片中有骨化醇怕光,如加入不均或见强光引起变色。产生色斑。
4.特殊情况
4.1颗粒整粒后,久置未压片,或因故长期不能压片,堆放在颗粒中间站,日久外袋有灰尘或有有色灰尘。
4.2个别原料个别包装单件,因故变色,特别是上面白,下面变色,投料时倒入混合机中,引起颜色深浅不一,造成花斑,如安乃近原料曾出现过如此情况
4.3个别包装单件变色,同上引起花斑,如四环素、SM2
色泽不均匀
一、设备
二、颗粒质量
1.制粒
1.1软材过湿和不均匀
1.2淀粉糊面上结一层厚皮(HPMC具有成膜性,热浆,冷浆要结皮)
1.3软材过湿,过筛时成长条,两头挤出长条与大块,干后成僵粒与僵块
1.4染色片剂如乙胺嘧啶与疳积糖等,如制软材时混合不均匀,易产生色泽不均匀或色斑。
1.5颗粒过硬,过多,或细粉过少,过多以及颗粒之间松散,紧密相差过大等。
2.干燥
2.1沸腾干燥床,制粒有的爱热熔化变色,但不严重,有的受热分解变色,如去痛片、APC
3.原料
3.1阿斯匹林晶体直接压片,产生阴斑
3.2APC片半制粒,阿斯匹林晶体直压,产生阴斑
3.3非晶体原料如四环素碱,因批号不同,颜色深浅就不同,而且相差很大,极易色泽不均。
3.4个别原料,系母液处理回收产品,颜色较深,投料时如不注意混在一起,即色泽不均。安乃近原料曾出现此情况。 3.5
3.6晶体直压,由于结晶大小不一致压出片子就产生阴斑,色泽不均匀。
3.7有色药片加入滑料混合不易均匀,即色泽不匀。
3.8加入挥发油混合不均,产生小油浸点
3.9复方片剂,一个粒硬,一个粒松,如SD 苏打片等。